Врезное соединение деталей контакт и вывод. Инструкция по монтажу контактных соединений шин между собой и с выводами электротехнических устройств
С помощью данного типа соединению все элементы электропроводки объединяются в единую конструкцию как между собой, так и с источником электрической энергии.
Что такое электрический контакт?
Электрический контакт представляет собой такое соприкосновение элементов, с помощью которого создается непрерывное функционирование электрической сети. Если говорить другими словами, то электрический контакт - это узел, с помощью которого возникает контакт.
Как осуществляется электрический контакт?
Между проводниками данный тип соединения осуществляется путем нажатия одного проводящего ток элемента на другой. При этом используются болты, винты, сжимы, пружины, заклепки, совместное изменение формы (например, опрессовка или скрутка), сварка, пайка, склеивание и т. д.
Какими бывают контактные соединения?
Все контактные соединения можно разделить на три группы:
1. Неразборные - данные соединения вообще невозможно разобрать без того, чтобы не разрушить хотя бы одну из деталей, которая образует данное соединение. К таким соединениям относят следующие: сварные, паяные, клепаные, спрессованные и клеевые.
2. Разборные - их можно разобрать на отдельные элементы таким образом, чтобы соединяемые детали остались в целости. Это следующие соединения - болтовые, винтовые и клиновые.
3. Разъемные - данные соединения включают в себя вилку и розетку.
Какими бывают контактные соединения по роду связи?
По этому признаку все контактные соединения делятся на две группы: цельнометаллические с физическим сварным контактом и сжимные, которые объединяются в одну конструкцию с помощью механического контакта. При этом сжимные соединения бывают как простыми, так и сложными. Простые получаются в результате соединения проводников, которые по своей структуре являются сплошными. Сложные образуются в результате соединения многопроволочного провода и наконечника или гильзы, кроме того сложное соединение получается между двумя многопроволочными проводами.
Как делятся контактные соединения по назначению?
По той функции, которую контактные соединения выполняют в распределительных устройствах, они могут быть разделены на соединения, подсоединения и ответвления.
Каким должно быть сопротивление контактного соединения?
После изготовления контактного соединения сопротивление должно получиться таким, чтобы оно не было больше аналогичного значения участка целого проводника. В том случае, если подобное соединение было получено из проводников различных материалов, то сопротивление нужно сравнивать с сопротивлением участка проводника, проводимость которого меньше.
Во время использования сопротивление данного соединения должно быть не более 1,8 значения сопротивления целой жилы.
Какие есть технологии производства контактных соединений?
В настоящее время есть целый ряд технологий, по которым производят контактные соединения элементов, по которым в дальнейшем проходит электрический ток:
Электросварка путем контактного разогрева;
Электросварка с помощью угольного электрода;
Газоэлектрическая сварка;
Газовая сварка;
Термитная сварка;
Контактная стыковая сварка;
Холодная сварка давлением;
Пайка;
Опрессовка;
Скрутка;
Стягивание болтами или винтами.
В каких случаях используют электросварку с контактным разогревом?
Данный тип соединения используется для оконцевания, соединения и ответвления алюминиевых проводов, сечение которых не превышает 1000 мм2. Кроме того, такая технология применяется для того, чтобы соединять провода, изготовленные из различных материалов - медные и алюминиевые.
Где применяется сварка контактным разогревом с применением присадочных материалов?
Ее применяют для того, чтобы объединить и оконцевать между собой алюминиевые жилы, содержащие в себе несколько проволок, а также для кабелей, сечение которых не превышает 2000 мм2.
В каких случаях прибегают к электросварке угольным электродом?
Такой технологией пользуются для того, чтобы соединять алюминиевые шины самых разных сечений и конфигураций.
Когда применяют газоэлектрическую сварку?
Чаще всего данный тип соединения используется для того, чтобы объединить между собой алюминиевые и медные проводящие жилы.
Какие преимущества и недостатки газоэлектрической сварки?
Основное положительное качество газоэлектрической сварки заключается в том, что ее выполняют без флюсов. Однако у этой технологии есть и существенный недостаток - ее невозможно выполнить без достаточно дорогостоящего оборудования, кроме того в этом случае используется дорогостоящий газ.
Из-за этого газоэлектрическую сварку используют обычно для того, чтобы соединять шины из алюминиевых сплавов с медными шинами.
Кроме того, для того чтобы объединить алюминиевый и медный провод различных сечений и конфигураций, используют газовую сварку, причем в данном случае используется достаточно неудобное оборудование, которое занимает много места.
Для каких случаев наиболее подходящей будет термитная сварка?
С помощью термитной сварки соединяют провода, изготовленные из стали, алюминия и меди. Кроме того, данный способ соединения подходит для шин всех сечений. Лучше всего использовать подобную сварку для того, чтобы объединять в одну систему неизолированные провода линий электропередач в полевых условиях.
Для того чтобы произвести подобную сварку, не нужно слишком сложное и громоздкое оборудование. Такую сварку производить очень просто, главная проблема в этом случае в том, что при проведении термитной сварки повышается пожароопасность. Есть и еще одно требование - для проведения термитной сварки нужно, чтобы термитные патроны и спички хранились в особых условиях. Термитно-тигельную сварку применяют для того, чтобы соединить стальные полосы, составляющие контуры заземления, а также для монтажа грозозащитных тросов.
Где используют холодную и контактную стыковую сварку?
Стыковую контактную сварку нужно использовать в случае, если необходимо соединить шину, изготовленную из алюминия, с медной.
Холодную сварку давлением применяют для того, чтобы соединить алюминиевые и медные шины среднего сечения. Кроме того, ее используют для того, чтобы соединять однопроволочные провода, поперечное сечение которых не превышает 10 мм2. Для того чтобы произвести данный тип сварки, не понадобится использовать какие-либо дополнительные материалы или контактную арматуру.
Где применяют пайку?
Алюминиевые и медные провода любых сечений допустимо соединять с помощью пайки. При этом данная технология не является сложной, также она не потребует привлечения какого-нибудь сложного или громоздкого оборудования, однако для ее выполнения придется затратить достаточно большое количество времени и усилий.
В каком случае прибегают к опрессовке?
Опрессовку применяют для того, чтобы изготовить контактное соединение алюминиевых, сталеалюминиевых и медных проводов, причем как изолированных, так и неизолированных. Сечение таких проводов составляет до 1000 мм2. При изготовлении оконцевания и соединении проводников нужно очень внимательно и аккуратно выбирать наконечники, гильзы и пуансоны с матрицами.
Провода допустимо скручивать лишь в том случае, если они будут использоваться на линиях связи. Выбор технологии контактного соединения напрямую зависит оттого, какие материалы нужно соединить между собой, от их сечения, напряжения, формы, а также от условий монтажа.
Как подготовить проводник к контактному соединению?
В этом случае подготовка напрямую зависит от технологии, которая будет использована при выполнении контактного соединения. Допустим, при использовании пайки концы нужно разделать ступенчато или же под углом 55°. Это делают для того, чтобы возник контакт между трубчатой частью гильзы и проволочками с каждой стороны.
При использовании оконцевания или соединении секторных или сегментных жил с помощью специальных инструментов провода нужно скруглить с помощью пассатижей. Это делают для того, чтобы жила с легкостью входила в полость гильзы.
Контактные концы плоских проводников, которые необходимо сварить, следует отрихтовать, а также произвести обработку кромок.
Как получить надежный контакт между соединяемыми проводниками?
Для того чтобы подобный контакт получился как можно более плотным, их следует тщательно зачистить от пленок. В этом случае нужно использовать смывание, химическое растворение пленок, которые могут находиться на металле. Вполне допустимо прибегать к механической очистке. Достаточно часто все эти методы очистки используют вместе.
Однако достаточно эффективно использовать механическую очистку в сочетании со смыванием и растворением. Метод, с помощью которого будет производиться очистка поверхности, нужно выбирать в зависимости от того, из каких материалов выполнены соединяемые элементы. Надо также обратить внимание, есть ли на них защитные покрытия, сделанные из металла, на разновидности пленок, а также необходимо учитывать и технологию, по которой будет изготовлено данное контактное соединение.
Проще всего очистить поверхность механическим способом. Это делают путем очистки с помощью стальных щеток или щеток, выполненных из кардоленты. Контактные поверхности алюминия нужно очищать как можно тщательнее. Сначала на поверхность нужно нанести специальную защитную смазку. Лучше всего использовать для этой цели технический вазелин. Это делают для того, чтобы поверхность соединяемых элементов не окислилась снова.
Если поверхность покрыта слоем масляной пленки, то ее нужно предварительно обезжирить с помощью растворителей. После этого проводник очищают с использованием механического метода до тех пор, пока он не приобретет зеркальный блеск.
Как защитить поверхность от повторного загрязнения?
Для того чтобы поверхность не загрязнилась вновь, ее нужно дополнительно защитить. При этом защиту нужно выбирать в зависимости от того, какое контактное соединение будет использовано. Также на степень защиты влияет материал, из которого изготовлены проводники, и условия, в которых данное соединение будет находиться.
Допустим, при проведении контактной сварки или пайки поверхность нужно предохранить от окисления с помощью флюсов. При использовании же болтового соединения, опрессовки или скрутки предохраняют от окисления с помощью контактных смазок.
Чем должны характеризоваться контактные смазки?
Данные вещества должны обладать высокой степенью адгезии. С точки зрения химии они должны быть нейтральными, а по физическим качествам их основная характеристика - эластичность.
Защитными контактными смазками могут быть: технологический или конденсаторный вазелин, кварцевазелиновая паста. Стоит отметить, что эти смазки наносят на поверхность тонким слоем.
Контактные соединения электрических цепей выполняются в соответствии с
- ГОСТ 10434-82 "Соединения контактные электрические"
- ГОСТ 21242-75 "Выводы контактные электротехнических устройств плоские и штыревые"
- "Инструкции по монтажу контактных соединений шин между собой и с выводами электротехнических устройств" (концерн "Электромонтаж", 1993г.; номер по классификации MKC-III-A-2)
По ГОСТ 10434-82, в зависимости от области применения, контактные соединения подразделяются на 3 класса. К 1 классу относятся соединения цепей, сечение которых выбирается по длительным токовым нагрузкам - это силовые электроцепи, линии электропередач (т.е. цепи, относящиеся к МКС).
В зависимости от климатического исполнения и категории размещения электротехнических устройств соединения подразделяются на группы А и Б. Климатические исполнения У, УХЛ для категории размещения 3 (что соответствует условиям МКС) относятся к группе А.
Таким образом, все требования ГОСТ 10434-82 к контактным соединениям применительно к МКС должны соответствовать классу 1 и группе А .
По конструктивному исполнению контактные соединения подразделяются на:
- неразборные, выполняемые сваркой, пайкой или опрессовкой (соединения сборных шин между и ответвления от них рекомендуется выполнять сваркой)
- разборные (болтовые), применяемые для соединения шин с выводами электротехнических устройств. В зависимости от материала соединяемых элементов разборные соединения, в свою очередь, подразделяются на:
- не требующие применения средств стабилизации электрического сопротивления в месте контакта
- требующие применения средств стабилизации
Соединение плоских контактных поверхностей (шин прямоугольного сечения или наконечников с плоскими выводами электротехнических устройств), выполненных из меди и ее сплавов или из твердых алюминиевых сплавов, не требуют применения средств стабилизации и выполняются при помощи стальных крепежных изделий, защищенных от коррозии. Допускается применение вороненых стальных болтов, гаек и шайб.
Соединение алюминиевых шин между собой или с плоскими выводами электротехнических устройств, а также с другими проводниками, выполненными из меди и ее сплавов или из твердых алюминиевых сплавов, должно выполняться , одного из нижеперечисленных:
- крепежных изделий из цветных металлов с коэффициентом линейного расширения от 18*10-6 до 21*10-6 1/°С (латунь);
- тарельчатых пружин;
- металлических покрытий рабочих поверхностей алюминиевых проводников;
- переходных медно-алюминиевых пластин (медно-алюминиевых наконечников) или переходных пластин и наконечников из твердого алюминиевого сплава.
Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин соединяются с алюминиевыми шипами сваркой.
При применении средств стабилизации по пунктам 2,3,4 контактные соединения также выполняются при помощи стальных крепежных изделий, защищенных от коррозии.
К штыревым выводам , выполненным из меди или латуни , присоединение проводников из меди или из твердых алюминиевых сплавов выполняется без средств стабилизации , а алюминиевых проводников - с применением средств стабилизации : при токах до 630 А - с использованием крепежных деталей из латуни, а при токах более 630 А - с использованием металлических покрытий (п.З) или переходных пластин (п.4).
Температура нагрева контактных соединений не должна превышать значений, указанных в таблице
|
Материал шин (вывода) |
Макс. допустимая температура нагрева в установках, °С |
|
|
до 1000 В |
свыше 1000 В |
|
|
Медь, алюминий и его сплавы без защитных покрытий |
||
|
То же, но с защитными покрытиями небла-городными металлами |
||
|
Медь с покрытием серебром |
||
Примеры разборных соединений проводников с плоскими контактными поверхностями
I. Выполняемые без средств стабилизации
с контргайкой (слева) и с пружинной шайбой (справа)
1,2 3,4,5 6 - пружинная шайба
II. Выполняемые со средствами стабилизации соединения алюминиевых шин между собой или с другими проводниками из меди или из твердых алюминиевых сплавов
с контргайкой (слева) и с пружинной шайбой (справа)

1,2 - соединяемые проводники (шины, выводы устройств, наконечники), выполненные из меди или из твердых алюминиевых сплавов, 3,4,5 - стальные шайбы, болты, гайки, 6 - пружинная шайба
с тарельчатой пружиной (слева) и с металлическим покрытием алюминиевых шин (справа)

7,8,11 - стальные гайки, болты, шайбы, 9 - тарельчатая пружина, 10 - увеличенная стальная шайба, 12,13 - металлическое покрытие
соединение через медно-алюминиевую пластину (слева) и соединение через переходную пластинку из твердого алюминиевого сплава (справа)

14 - медно-алюминиевая пластина, 15 - пластинка из твердого алюминиевого сплава
Примеры соединений со штыревыми выводами
а) без средств стабилизации, б,в,г,д) со средствами стабилизации

1
- штыревой вывод (медь, латунь); 2
- гайка (ст); 3
- шина (медь, сталь, алюминиевый сплав); 4
- гайка (медь, латунь); 5
- шина (алюминиевая); 6
- алюминиевая шина с металлопокрытием; 7
- пластина переходная медно-алюминиевая; 8
- пластина из алюминиевого сплава.
Упорные гайки (4) во всех случаях из цветного металла.
Размеры отверстий в шинах должны соответствовать диаметру штыревого вывода:
|
Диаметр штыревого вывода, мм |
||||||||||||
|
Размер отверстия в шине, мм |
Основные размеры базовых исполнений должны соответствовать указанным в таблице:

Общие требования к контактным соединениям
В зависимости от диаметра болтов, отверстия в шинax выполняются согласно таблице
Допускается выполнение овальных отверстий.
- При соединении (ответвлении) шин шириной до 50 мм используется один болт (диаметром 10 мм-при ширине шин 25-30 мм; 12 мм-при ширине 40 мм и 16 мм-при ширине 50 мм), два болта (диаметром 10 мм-при ширине шин 60 мм; 12 мм-при ширине 80 мм и 16 мм-при ширине 100-120 мм). Контактные участки шин шириной 60 мм и более, имеющие два отверстия в поперечном ряду, рекомендуется выполнять с продольными разрезами шириной не более 5 мм.
- К каждому болту плоского вывода или к штыревым выводам рекомендуется присоединять не более двух проводников.
- Длина болтов должна быть такой, чтобы после затяжки оставалось не менее двух ниток свободной резьбы.
- Под головки болтов и гайки при соединении медных шин подкладываются чистые стальные нормальные шайбы согласно таблице:
|
Диаметр болта, мм |
Внутренний диаметр шайбы, мм |
Наружный диаметр шайбы, мм |
Толщина шайбы, мм |
При соединении алюминиевых шин под головки болтов и гайки подкладываются специальные увеличенные шайбы согласно таблице:
|
Диаметр болта, мм |
Внутренний диаметр шайбы, мм |
Наружный диаметр шайбы, мм |
Толщина шайбы, мм |
При соединении медных шин с алюминиевыми увеличенные шайбы подкладываются только со стороны алюминиевой шины.
При отсутствии специальных увеличенных шайб допускается установка двух нормальных шайб вместо одной увеличенной.
- Разборные контактные соединения должны быть предохранены от самоотвинчивания контргайками, пружинными шайбами или тарельчатыми пружинами. Пружинные шайбы не рекомендуется применять при соединении алюминиевых шин. В МКС, как правило, применяются контргайки.
- Затяжку болтов рекомендуется производить индикаторными ключами с крутящим моментом согласно таблице:

Соединение между собой проводников прямоугольного сечения выполняется с помощью болтов, шпилек или сжимов. Число болтов определяется размерами шин. Силу сжатия контактных поверхностей целесообразнее обеспечивать применением нескольких болтов меньшего сечения, чем одного болта большего сечения, так как в первом случае количество контактных пятен получается больше. В результате переходное сопротивление соединения уменьшается и происходит более равномерное распределение тока по контактной площади. Плоские и штыревые контактные выводы электротехнических устройств выполняют согласно ГОСТ 21242-75.
Соединения нескольких фазы между собой выполняют путем укладки их в переплет, а не попарно, так как в последнем случае контактная поверхность получается значительно меньшей, а переходное сопротивление - большим.
При прохождении электрического тока детали контактного соединения нагреваются и вследствие нагрева расширяются. Особенно значительный нагрев и расширение происходят при коротком замыкании. Расширение не одинаково по всему контактному соединению, так как его детали имеют разные коэффициенты линейного расширения.
Болты соединений медных и алюминиевых шин работают в неблагоприятных условиях, поскольку коэффициент линейного расширения стального болта меньше, чем медной или алюминиевой шины: кроме того, болты при коротком замыкании всегда нагреваются значительно меньше, чем шины.
В режиме короткого замыкания на болты действуют дополнительные силы, которые, складываясь с силой затяжки болта, могут привести к остаточным деформациям и ослаблению контактного соединения при понижении температуры. Чем больше толщина пакета шин, тем большие механические напряжения возникают в стягивающих болтах. Эти напряжения могут быть снижены применением тарельчатых пружин.
Тарельчатые пружины электротехнического назначения изготавливаются по ГОСТ 17279-71 двух типов:
Ш- пружины для поддержания контактного давления в соединениях шин,
К - пружины для поддержания контактного давления в соединениях кабельных наконечников с выводами электрооборудования, имеющими уменьшенную контактную плоскость по сравнению с шинами
Основные параметры пружин приведены на рис.1.

Рис. 1. Тарельчатая пружина.
Допускается выполнять соединения без применения тарельчатых пружин, но с установкой со стороны алюминия утолщенной шайбы под головку болта или под гайку. Размеры нормальных (ГОСТ 11371-78) и увеличенных (ГОСТ 6958-78) шайб приведены в справочных таблицах.
Длина перекрытия (нахлеста) соединяемых элементов в контактном соединении при одном или четырех болтах редко превышает ширину шины, а при двух болтах составляет от 1,5 до 2 размеров ширины шины.
Уменьшение переходного сопротивления контактного соединения достигается повышением давления и понижением жесткости.

Рис 2. Контактное соединение шин с продольным разрезом.
Для уменьшения жесткости контактного соединения на шинах делают продольные разрезы шириной 3- 4 мм, длиной 50 мм (рис. 2).
Болты в соединении выбирают, исходя из требующихся удельных давлений между контактными поверхностями кажущейся плотности тока и допустимых растягивающих усилий для болтов. Рекомендуемые удельные давления в контактных соединениях, МПа, в зависимости от материала контактного соединения приведены ниже.
Медь луженая - 0,5 - 10,0
Медь, латунь, бронза нелуженые - 0,6- 12,0
Алюминий - 25,0
Сталь луженая - 10,0 - 15,0
Сталь нелуженая - 60,0
Длина болтов выбирается таким образом, чтобы после сборки и затяжки соединений оставалось не менее двух ниток свободной резьбы.
Затяжку болтов контактных соединений производят гаечным ключом, обеспечивая значения крутящих моментов, приведенные в справочных таблицах.
Затяжку болтов на соединениях с тарельчатыми пружинами производят в два приема. Вначале болт затягивают до полного сжатия тарельчатой пружины, затем соединение ослабляют поворотом ключа в обратную сторону на 1/4 оборота для болтов Мб и М12 и на 1/6 оборота для остальных болтов.

Рис. 3. Соединение медной жилы с плоским выводом из меди или сплава алюминия: а - для болтов до М8, б - для всех размеров болтов, 1 - вывод, 2 - наконечник, 3 - шайба, 4 - болт, 5 - шайба пружинная, 6 - гайка, 7 - жила.
Присоединение плоских проводников к плоским выводам из меди или алюминиевого сплава (рис. 3) производится с помощью стальных болтов (ГОСТ 7798-70), гаек (ГОСТ 5915-70) и шайб (ГОСТ 11371-78), а к выводам из алюминия - с применением средств стабилизации контактного давления: тарельчатых пружин или крепежных изделий из медных или алюминиевых сплавов с коэффициентом линейного расширения (18-21) х 10-6 °С-1 (рис. 4).
При сборке соединения с тарельчатыми пружинами со стороны алюминиевого вывода ставят увеличенную, а со стороны медной лапки наконечника - нормальную шайбу. В соединениях с тарельчатыми пружинами контргайки не применяют.

Рис. 4. Соединение медной жилы с плоским выводом из алюминия: а - с применением тарельчатых пружин, б - с применением крепежных деталей из цветных металлов, 1 - вывод, 2 - медный наконечник, 3 - шайба пружинная, 4 - болт стальной, 5 - гайка стальная, 6 - шайба стальная увеличенная, 7 - пружина тарельчатая, 8 - жила медная, 9 - болт из цветного металла, 10 - гайка из цветного металла, 11 - шайба из цветного металла.
Если тарельчатые пружины или болты и гайки из цветных металлов необходимых размеров отсутствуют подсоединение можно выполнять с применением увеличенной шайбы при условии, что переходное сопротивление и температура нагрева соединения окажутся в заданных пределах.

Рис. 5. Присоединение двух наконечников к плоскому выводу.
В тех случаях, когда контактные соединения эксплуатируется в помещении с относительной влажностью более 80% и температурой не ниже 20°С или в химически активной среде, оно выполняется с помощью переходных медно-алюминиевых пластин. Непосредственное соединение медной жилы с алюминиевым выводом может выполняться в том случае, когда алюминиевый вывод имеет защитное металлопокрытие.

Рис. 6. Переходные детали для подключения к выводам более двух наконечников.
При выполнении подсоединения, к плоскому выводу двух жил кабеля наконечники следует располагать по обеим сторонам плоского зажима (рис. 5) для того, чтобы обеспечить наименьшее переходное сопротивление и сохранить более равномерное токораспределение. Если к выводу нужно подсоединить более двух наконечников или отверстие вывода не соответствует отверстию наконечника, используют переходные детали. К переходной детали наконечники подсоединяются симметрично (рис. 6).
Присоединение плоских медных проводников и наконечников к штыревым выполняется при помощи стандартных гаек из меди и ее сплавов. Соединения при номинальных токах до 30 А выполняют с помощью стальных гаек, покрытых оловом, никелем или кадмием.

Рис. 7. Присоединение наконечника к штыревому выводу: 1 - наконечник, 2 - гайка медная увеличенная, 3 - гайки стальные, 4 - штыревой вывод, 5 - жила.
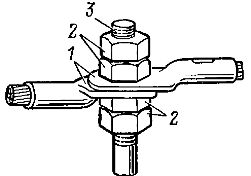
Рис. 8. Соединение двух наконечников со штыревым выводом: 1 - наконечники, 2- гайки, 3- штыревой вывод.
Алюминиевые плоские проводники при токах до 250 А присоединяются так же, как медные, а при токах от 250 до 400 А для присоединения применяют увеличенные упорные гайки (рис. 7).
Присоединение двух наконечников к штыревому выводу (рис. 8) необходимо выполнять симметрично, а при подсоединении более двух наконечников используют переходные детали.
При токах более 400 А следует использовать медно-алюминиевые наконечники или армировать (плакировать) концы шин.
Подсоединение круглых проводников к плоским и штыревым выводам производится после формирования их в виде кольца с помощью шайб-звездочек. Лапки шайб-звездочек при закручивании винта или гайки не должны касаться поверхности вывода или упорной гайки, чтобы колечко жилы было надежно прижато к зажиму.
Кольцо провода укладывается под головку болта или гайки так, чтобы оно при закручивании болтов или гаек не выдавливалось из-под них (рис. 9). В тех случаях, когда алюминиевая однопроволочная жила оконцована кольцевым наконечником (пистоном), шайба-звездочка не применяется.

Рис. 9. Соединение алюминиевой жилы сечением до 10 мм2 с выводами: а - плоским, б - штыревым, 1 - винт, 2 - шайба пружинная, 3 - шайба-звездочка, 4 - жила, изогнутая в кольцо, 5 - зажим плоский, 6 - штыревой вывод, 7 - гайка.

Рис. 10. Соединение медной жилы сечением до 10 мм2 с выводами: а, б - плоским, в, г - штыревым, 1 - винт, 2 - шайба пружинная, 3- шайба, 4 - однопроволочная жила, изогнутая в кольцо, 5 - плоский зажим, 6 - штыревой зажим, 7 - гайка, 8 - жила, оконцоваииая плоским или кольцевым наконечником.
Медные жилы сечением до 10 мм2 соединяются с плоскими и штыревыми выводами с помощью винтов, шайб, пружинных шайб и гаек (рис. 10). При подсоединении жил, оконцованных наконечником (пистоном), шайба не используется.
Рис. 11. Соединение алюминиевой многопроволочной жилы с цилиндрическим зажимом: а - с применением штифтового наконечника, б - после сплавления конца жилы в монолит с добавкой легирующих присадок, 1 - корпус, 2 - прижимный винт, 3 - штифтовой наконечник, 4 - жила многопроволочная, 5 - конец жилы, сплавленный в монолит.
С винтовыми зажимами для втычного присоединения алюминиевые или медные многопроволочные жилы могут соединяться после оконцевания штифтовым наконечником или после сплавления конца жилы в монолит с добавкой легирующих присадок.
С помощью контактных соединений (КС) элементы электрической цепи соединяются между собой и источниками и потребителями электроэнергии.
Электрическим контактом называется соприкосновение элементов, обеспечивающее непрерывность электрической цепи. Иначе говоря, это конструктивный узел, образующий контакт, связь.
Между проводниками электрический контакт осуществляется при нажатии одного токоведущего элемента на другой с помощью болтов, винтов, сжимов, пружин, заклепок, совместной деформации (опрессовки, скрутки), а также сваркой, пайкой или адгезионным сцеплением – склеиванием.
Контактные соединения подразделяют на неразборные, разборные и разъемные. Неразборные контактные соединения – такие соединения, которые не могут быть
разобраны без разрушения хотя бы одной из соединяемых деталей или соединяемого материала (сварные, паяные, клепаные, спрессованные и клеевые соединения).
Разборные контактные соединения – могут быть разобраны без разрушения соединяемых деталей (болтовые, винтовые и клиновые соединения).
Разъемные контактные соединения – устройства, состоящие из вилки и розетки. Соединения по роду связи токоведущих частей можно разделить на
цельнометаллические с физическим сварным контактом и сжимные с механическим (сжимным) контактом. Сжимные соединения могут быть простыми и сложными. Первые образуются между двумя сплошными по структуре проводниками, вторые – между многопроволочным проводом и наконечником (гильзой и т. п.) или между двумя многопроволочными проводами.
По назначению контактные соединения, работающие в открытых и закрытых распределительных устройствах, разделяют на соединения, подсоединения и ответвления.
Для длительного пропускания токов нормального режима и кратковременных токов аварийных режимов служат контактные соединения токоведущих частей электроустановок, параметры и характеристики которые должны соответствовать стандартам и техническим условиям.
Сопротивление контактного соединения после его изготовления не должно быть больше сопротивления эквивалентного участка целого проводника. Если контактное соединение образовано проводниками из разных материалов, его сопротивление должно сравниваться с сопротивлением эквивалентного участка проводника, имеющего меньшую проводимость.
В процессе эксплуатации сопротивление контактного соединения не должно быть выше 1,8 значения сопротивления целой жилы.
Виды контактных соединений
Существуют различные технологические способы выполнения контактных соединений токоведущих частей электроустановок: электросварка контактным разогревом и угольным электродом, газоэлектрическая, газовая, термитная, контактная стыковая и холодная сварка давлением, пайка, опрессовка, скрутка, стягивание болтами (винтами) и т. д.
Электросварку контактным разогревом применяют для оконцевания, соединения и
ответвления алюминиевых проводов сечением до 1000 мм2 , а также для соединения алюминиевых жил с медными; сварку контактным разогревом с использованием присадочных материалов – для соединения и оконцевания алюминиевых многопроволочных
жил проводов и кабелей сечением до 2000 мм2 , электросварку угольным электродом – для соединения алюминиевых шин различных сечений и конфигураций; газоэлектрическую сварку – в основном для соединения алюминиевых и медных жил. Достоинство газоэлектрической сварки состоит в том, что ее выполняют без флюсов, недостаток – относительно громоздкое оборудование плюс использование дорогого газа. По этой причине газоэлектрическую сварку применяют преимущественно для контактного соединения шин из алюминиевых сплавов и медных шин.
Для соединения медных и алюминиевых проводов различных сечений и конфигураций применяется газовая сварка (при этом необходимо громоздкое оборудование).
Термитной сваркой соединяют стальные, медные и алюминиевые провода и шины всех сечений. Наиболее целесообразно ее применение для соединения неизолированных проводов линий электропередач в полевых условиях. Для выполнения термитной сварки необходимо несложное оборудование, технологически она простая, но отличается повышенной пожароопасностью. Еще одно требование – создание специальных условий для хранения термитных патронов и спичек. Термитно-тигельную сварку используют при соединении стальных полос контуров заземления и грозозащитных тросов.
Стыковая контактная сварка применяется при соединении алюминиевых шин с медными.
Холодная сварка давлением применяется при соединении алюминиевых и медных шин
средних сечений и однопроволочных проводов сечением до 10 мм 2 . Для ее выполнения не требуется дополнительных материалов и контактной арматуры.
Соединения алюминиевых и медных проводов любого сечения выполняют пайкой; этот способ не требует сложного оборудования, но трудоемок.
Опрессовка используется для выполнения контактных соединений алюминиевых, сталеалюминиевых и медных изолированных и неизолированных проводов сечением до
1000 мм2 как в кабельных, так и на воздушных линиях. При оконцевании и соединении проводников особо тщательно необходимо подбирать наконечники, гильзы, а также пуансоны и матрицы.
Скручивание проводов и их соединение с помощью соединителей используют на линиях связи.
Использование способа контактного соединения зависит от материалов соединяемых проводников, сечения, формы и напряжения электроустановки, условий монтажа.
Воздушные линии (провода) до 1 кВ в пролетах соединяют скручиванием в овальных трубках, однопроволочные провода допускается соединять скручиванием с последующей
пайкой или сваркой внахлестку (сварка встык однопроволочных проводов не допускается). В петлях провода анкерных опор соединяют анкерными и ответвительными клиновыми
зажимами, скручиванием в овальных трубках, плашечными или аппаратными прессуемыми зажимами и сваркой.
Подготовку проводников к контактному соединению проводят в зависимости от способа выполнения соединения. Так, при соединении или оконцевании многопроволочных жил пайкой концы разделывают ступенчато или со скосом под углом 55°, чтобы образовался контакт между трубчатой частью наконечника (гильзы) и проволочками каждого повива. При оконцевании или соединении секторных или сегментных жил специальным инструментом или с помощью пассатижей их скругляют, чтобы жила могла легко войти в полость трубчатой части наконечника или гильзу. Подготовка контактных концов плоских проводников под сварку включает рихтовку и обработку кромок.
Для того чтобы обеспечить металлический контакт между соединяемыми проводниками, их контактные поверхности предварительно очищают от всякого рода пленок, применяя при этом смывание, химическое растворение пленок и механическую очистку; часто эти способы используют совместно. Эффективна механическая очистка в сочетании со смыванием или растворением. Способы очистки поверхностей выбирают в зависимости от материалов контактных элементов, наличия на них защитных металлических покрытий, вида пленок и способа выполнения контактного соединения.
Самый простой способ очистки поверхностей – механический, с помощью стальных щеток и щеток из кардоленты. Контактные поверхности алюминиевых проводников очищают особенно тщательно, нанеся предварительно слой технического вазелина или других защитных смазок для исключения повторного окисления поверхностей соединяемых элементов. Под слоем смазки с помощью специальных щеток внутренние чистят контактные поверхности алюминиевых овальных или трубчатых соединителей. На специализированных заготовительных участках для очистки контактных поверхностей применяют вращающиеся щетки.
Покрытые масляными пленками поверхности предварительно обезжиривают растворителями, а затем очищают механическим способом до металлического блеска.
С целью предотвращения повторного загрязнения соединяемые поверхности защищают. Защиту выбирают в зависимости от способа выполнения контактного соединения, материала контактных элементов и условий эксплуатации соединений. Так, при контактной сварке или пайке поверхности соединяемых элементов защищают от окисления флюсами, а если применяют соединение болтами, опрессовкой или скруткой, то контактными смазками.
Защитные контактные смазки (пасты) должны иметь высокую адгезию, обладать относительно высокой степенью каплепадения, быть химически нейтральными, стабильными во времени и эластичными. В качестве защитных контактных смазок и паст используются конденсаторный вазелин, кварцевазелиновая паста и др. Смазки наносят тонким слоем.
Правильное и качественное выполнение операций по соединению, ответвлению и оконцеванию жил проводов и кабелей определяет надежность эксплуатации внутренней и наружной электропроводок. Эти элементы проводок должны обладать необходимой механической прочностью и малым электрическим сопротивлением, сохраняя эти свойства на все время эксплуатации.
Для устройства электропроводки используются провода и кабели с алюминиевыми и медными жилами. По экономическим соображениям электропроводка, как правило, выполняется проводами и кабелями с алюминиевыми жилами. Однако алюминий имеет свойства, которые мало способствуют надежности соединения. Одно из них – повышенная (по сравнению с медью) текучесть и окисляемость с образованием токонепроводящих пленок. Окись алюминия создает большое переходное сопротивление, приводящее к ухудшению электрического контакта и чрезмерному его нагреванию. Окисная пленка создает трудности при пайке и сварке проводов, так как она имеет температуру плавления 2050 °C, температура же плавления самого алюминия составляет только 660 °C.
Пленку с контактных поверхностей необходимо удалять и принимать меры против вторичного ее возникновения. Для этого применяют кварцевазелиновую или цинковазелиновую пасты, а также смазку ЗЭС.
Медные проводники также покрываются окисной пленкой, но она незначительно влияет на качество контактного соединения и легко удаляется.
К нарушению контакта приводит также большая разница в коэффициенте линейного теплового расширения алюминия по сравнению с другими металлами. Поэтому алюминиевые провода нельзя спрессовывать в медных наконечниках или присоединять к медным контактам аппаратов. Даже при нормальной эксплуатации через некоторое время провода в местах болтовых и винтовых соединений алюминиевых жил следует периодически подтягивать, так как при изменении температуры окружающей среды они могут сильно нагреваться.
При длительной эксплуатации алюминий начинает «течь» из области с большим давлением в соседнюю область, находящуюся под меньшим давлением. Поэтому винтовые и болтовые контактные соединения алюминиевых жил нельзя пережимать.
В особенно неблагоприятных условиях находятся контакты алюминиевых жил с другими металлами в наружных электропроводках. Под влиянием влаги, содержащейся в окружающей среде, на контактных поверхностях появляется водяная пленка со свойствами электролита и в месте соединения образуется так называемая гальваническая пара. Алюминий здесь выступает в качестве отрицательного полюса и «теряет» частицы металла, постепенно разрушается, и разрушается контакт. Особенно неблагоприятны в этом отношении соединения алюминия с медью и латунью. Такие контактные поверхности необходимо защищать от проникновения влаги кварцевазелиновой пастой, смазкой ЗЭС или покрывать их третьим металлом – оловом или припоем типа ПОС.
В процессе эксплуатации винтовые и болтовые сжимы соединений алюминиевых и медных проводов требуют контроля и периодического подтягивания. Однако для электропроводок, например, в дачных домиках этот способ соединения проводников наиболее приемлем, так как он прост и не требует специального инструмента и аппаратуры для соединения проводов.
Конструкция зажима для соединения алюминиевых жил должна обеспечивать следующие свойства:
– постоянство давления на провода при появлении их текучести;
– устройство, предохраняющее провода от растекания из-под контактного винта;
– гальваническое покрытие деталей.
Этим требованиям отвечает зажим, специально разработанный для соединения алюминиевых жил. Пружинная шайба зажима обеспечивает постоянство давления на
присоединяемые провода, а упор предохраняет выдавливание провода из-под контактного зажима. В некоторых конструкциях пружинная шайба и упор, ограничивающий растекание, выполняются в виде одной шайбы-звездочки. Собирать зажим необходимо со всеми деталями, так как отсутствие любой из них обязательно приведет к ухудшению контакта.
Рис. 30. Зажим для присоединения алюминиевых проводов:
1 – винт;2 – пружинная шайба;3 – шайба или основание контактного зажима;4 – токоведущая жила;5 – упор, ограничивающий растекание алюминиевого проводника
Оконцевание алюминиевых жил под винтовой зажим выполняется в виде кольца, для медных жил – в виде кольца и стержня.
Последовательность присоединения алюминиевых жил сечением до 10 мм 2 :
1) с конца жилы снимают изоляцию на длине, достаточной для выполнения кольца. Нож направляют под углом 10–15° к поверхности провода, чтобы, срезая изоляцию, он скользил по поверхности жилы. Нельзя держать нож перпендикулярно проводу, так как в этом случае
можно надрезать и надломить жилу. Для снятия изоляции с проводов сечением до 4 мм 2 применяют специальные клещи КСИ;
2) жилу зачищают наждачной или стеклянной бумагой до металлического блеска и смазывают тонким слоем кварцевазелиновой пасты;
3) подготовленный конец жилы загибают круглогубцами в кольцо. Загибать провода следует по часовой стрелке, т. е. по направлению вращения винта. Внутренний диаметр кольца должен быть несколько больше, чем диаметр контактного винта;
4) провод зажимают винтом на пластине контактного вывода, ввертывая его в нарезанное отверстие или затягивая гайкой.
Гибкие медные жилы сечением 1–2,5 мм2 оконцовывают в виде кольца с последующей полудкой в следующем порядке. С провода снимают примерно 25–30 мм изоляции, зачищают жилы наждачной бумагой до металлического блеска, скручивают проволочки в стержень, загибают в кольцо, покрывают кольцо канифолью или ее раствором в спирте, затем окунают на 1?2 с в расплавленный припой ПОС-40. После остывания провод изолируют до кольца.
Многопроволочную медную токоведущую жилу сечением 1,0–2,5 мм2 в некоторых видах

соединений оконцовывают в виде стержня с полудкой припоем ПОС-40.
Контактные зажимы штепсельных розеток до 10 А и выключателей от 4 А и выше допускают присоединения медных и алюминиевых проводов сечением от 1 до 2,5 мм2 , а для
выключателей 1 А – только медных жил проводов сечением от 0,5 до 1 мм2 . Присоединение алюминиевых проводов в зажиме обязательно выполняется с
оконцеванием в виде колечка, медных – в виде колечка и стержнем. Колечко алюминиевого провода перед вводом в контакт зачищают и смазывают кварцевазелиновой или цинковазелиновой пастой. В штепсельных розетках до 10 А к одному контакту можно
присоединить не более двух медных или алюминиевых проводов сечением до 4 мм2 . Соединение алюминиевых или медных проводов электропроводки с медными проводами
осветительной арматуры выполняется с помощью специальной зажимной колодки. Провода зажимаются между пластинами, имеющими насечки и отверстия с резьбой для зажимных винтов. На винты должны быть надеты пружинящие разрезные шайбы.
Рис. 31. Оконцевание проводов.

Рис. 32. Опрессовка алюминиевых проводов гильзами ГАО:
а – односторонняя опрессовка;б – двухсторонняя опрессовка В светильниках патроны для ламп накаливания имеют контактные зажимы под кольцо, а
также втычного типа для присоединения прямых концов медных жил проводов. Присоединяя провода, необходимо помнить, что центральный контакт патрона подключается к фазному проводу, а контакт, присоединенный к гильзе цоколя, – к нулевому.
Широкое распространение получил способ соединения и оконцевания алюминиевых и медных проводов и кабелей опрессовкой, которая обеспечивает надежный электрический контакт и необходимую механическую прочность, кроме того, проста в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов. Для соединения жил проводов и кабелей служат гильзы, для оконцевания – наконечники.
Технологический порядок опрессовки алюминиевых жил в соединительных гильзах и оконцевание кабельными наконечниками:
1) в зависимости от сечения токоведущих жил проводов и кабелей подбирают тип и размеры соединительных гильз и кабельных наконечников. Для опрессовки жил сечением
от 2,5 до 10 мм2 используют соединительные алюминиевые гильзы типа ГАО; для сечений
более 10 мм2 – соединительные гильзы типа ГА. Оконцевание жил и кабелей производят с помощью трубчатых алюминиевых наконечников типа ТА или медноалюминиевых типа ТАМ;
2) подбирают матрицы и пуансоны в соответствии с типоразмерами соединительных гильз и наконечников;
3) проверяют наличие в гильзах и наконечниках заводской смазки. При отсутствии смазки гильзы и наконечники зачищают металлическим «ершиком» и смазывают защитной
кварцевазелиновой или цинковазелиновой пастой;
4) снимают с концов жил изоляцию: при оконцевании – на длине, равной длине трубчатой части наконечника, при соединении – на длине, равной половине гильзы;
5) зачищают концы токоведущих жил наждачной бумагой или щеткой из кордоленты до металлического блеска, протирают тканью, смоченной в бензине, и сразу же покрывают кварцевазелиновой пастой;
6) надевают на подготовленные и спрессованные жилы наконечник или гильзу. При оконцевании жилу вводят в наконечник до упора, при соединении – так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы;
7) устанавливают трубчатую часть наконечника или гильзы в матрицу и опрессовывают;
8) обработав острые края гильз, соединение изолируют.
Не разрешается на алюминиевую жилу напрессовывать медный наконечник, так как соединение будет непрочным из-за большой разности коэффициента линейного теплового расширения у меди и алюминия.
Порядок опрессовки медных жил и кабелей:
с много– и однопроволочных проводов снимают изоляцию на длине 20–25 мм, укладывают соединяемые жилы параллельно, не скручивая их между собой. Затем обворачивают их двумя слоями медной или латунной фольги толщиной 0,2 мм и шириной 18–20 мм и обжимают место соединения пресс-клещами.
Опрессовку одно– и многопроволочных жил сечением 4 мм2 и более выполняют в медных трубчатых наконечниках типа Т или в соединительных медных гильзах типа ГМ. Все операции выполняют в такой же последовательности, как и для алюминиевых проводов и кабелей, за исключением наложения кварцевазелиновой и цинковазелиновой пасты.
Запрещается производить опрессовку при помощи молотка и зубила.
Пайкой и сваркой соединяют и ответвляют провода в тех случаях, когда нельзя применить все остальные – опрессовку, винтовые сжимы и сварку. Требования к пайке те же: она должна обеспечивать надежность электрического контакта и необходимую прочность.
Для получения качественной пайки необходимо, во-первых, правильно выбрать припой, во-вторых, удалить пленку окиси соединяемых контактных поверхностей. При соединении медных жил пленка окиси удаляется перед пайкой, при соединении алюминиевых жил – в процессе пайки.
Пайка создает хороший электрический контакт, но это соединение непрочное, поэтому провода перед пайкой надо скручивать.
Пайку медных жил сечением 1,0-10 мм2 производят паяльником. Для пайки применяют мягкие оловянисто-свинцовые припои марки ПОС.
При пайке медных жил окись удаляется путем зачистки поверхностей наждачной бумагой или напильником. В качестве флюса применяется канифоль или ее раствор в спирте (соотношение частей 1:1), а также паяльный жир.
Температура разогрева места пайки должна быть на 30–50 °C выше температуры плавления припоя и флюса. Низкая температура дает так называемую холодную пайку, имеющую малую механическую прочность и создающую ненадежный электрический
Для предупреждения повреждений изоляции участок жилы длиной 2–3 мм до среза изоляции не облуживается.
В процессе пайки пленка окиси с поверхности соединяемых жил удаляется механически (под слоем расплавляемого припоя) или химически (путем применения специальных флюсов). При определенной температуре они разрушают пленку окиси. В этом и состоит особенность пайки и сварки алюминиевых жил.
По окончании пайки остатки флюса должны быть тщательно удалены, так как они могут вызвать разрушение контакта.
Паять соединения алюминиевых жил в условиях влажного воздуха не рекомендуется изза возможной коррозии. От воздействия влаги места пайки предохраняют защитными покровами.
Пайка однопроволочных жил сечением 2,5-10 мм2 может быть выполнена припоем А с помощью паяльника, другими припоями (ЦО-12, ЦА-15) с помощью бензиновой паяльной лампы. Припой А устойчив против коррозии, удобен при пайке и облуживании жил. Окисная пленка алюминия разрушается механическим путем, когда палочкой припоя натирают провод, поэтому флюс при пайке не нужен.
Соединение и ответвление медных жил сечением до 6 мм2 (рис. 33) выполняется пропаянной скруткой. Скрутка с последующей пропайкой является способом соединения и ответвления однопроволочных медных и многопроволочных проводов марок ПР, ПВ, ПРВД,
ПРД сечением 1,5?6 мм2 в открытых электропроводках на роликах и изоляторах. Этот способ соединения и ответвления применяют также в электропроводках, выполняемых плоскими проводами ППВ и другими, когда ответвительные коробки не имеют вкладышей с контактными зажимами, а также в некоторых других случаях. Например, при соединении
медного провода ответвления от воздушной линии сечением 4?6 мм2 с медными проводами
ввода сечением 2,5 мм2 .
Прост по исполнению способ соединения проводов скруткой, но он требует последующей пропайки соединения, так как даже качественно выполненная скрутка имеет переходное контактное сопротивление в несколько раз выше, чем при других способах соединения – опрессовке, пайке, сварке, болтовом или винтовом соединении.

Рис. 33. Соединение и ответвление медных проводов марок ПВ, ПР, ПРД, ПРВД
При скрутке провода имеют мало контактных точек и при протекании через соединение тока контакт может перегреваться, что иногда бывает причиной пожара. По этой причине соединение скруткой без пропайки не допускается.
Технология соединения и ответвления медных проводов заключается в следующем. Для соединения 2-х кусков провода необходимо плотно скрутить проволочки токопроводящих жил, чтобы они не раскручивались, и скрестить провода. Концом левого провода делают 8- 10 оборотов вокруг правого, а концом правого делают 8-10 оборотов вокруг левого провода, но в другом направлении. Места соединения скруткой должны быть длиною не менее 10–15 диаметров соединительных жил. Соединение обжимают плоскогубцами и пропаивают припоем ПОС-30 или ПОС-40. Пропаянную скрутку изолируют на всю длину соединения с обязательным захватом незащищенной изоляции провода. Соединение между собой двух скрученных проводов выполняют вразбежку.
При пайке однопроволочных алюминиевых жил сечением 2,5-10 мм2 соединение и ответвление производят в виде двойной скрутки с желобком (рис. 34). С жил снимают изоляцию, зачищают до металлического блеска наждачной бумагой или кордовой лентой, соединяют внахлестку двойной скруткой с образованием желобка в месте касания жил.

Рис. 34. Соединение однопроволочных алюминиевых проводов пайкой двойной
скруткой с желобком
Соединение нагревают паяльной лампой или паяльником до температуры начала плавления припоя. Палочкой припоя А с усилием потирают с одной стороны. В результате трения пленка окиси сдирается и желобок начинает облуживаться и заполняться припоем. Аналогично облуживают жилы и заполняют припоем желобок с другой стороны. Одновременно облуживают внешние поверхности и места скрутки жил. После остывания место соединения изолируют.
Сварка применяется для оконцевания и соединения токоведущих жил проводов и
кабелей всех сечений и для алюминиевых жил с медными при сечении жил не более 10 мм2 . Этот способ соединения требует применения специальных флюсов, сварочных аппаратов и другого специального оборудования.
СОЕДИНЕНИЯ КОНТАКТНЫЕ ЭЛЕКТРИЧЕСКИЕ
ПРИЕМКА И МЕТОДЫ ИСПЫТАНИЙ
ГОСТ 17441-84
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СОЕДИНЕНИЯ КОНТАКТНЫЕ ЭЛЕКТРИЧЕСКИЕ Приемка и методы испытаний Electrical contact connections. Acceptance and methods of tests |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 29 ноября 1984 г. № 4050 срок действия установлен
с 01.01.86
до 01.01.91
Настоящий стандарт распространяется на разборные и неразборные электрические контактные соединения (далее - соединения), изготовленные в соответствии с ГОСТ 10434-82.
1. ПРАВИЛА ПРИЕМКИ
1.1. Проверку соединений следует проводить при квалификационных, приемо-сдаточных, периодических и типовых испытаниях электротехнических устройств, при приемо-сдаточных испытаниях соединений воздушных линий электропередачи, кабелей и т.д.
1.2. Виды проверок и объем выборки должны быть установлены в программах и методиках испытаний, стандартах или технических условиях на конкретные виды электротехнических устройств.
При отсутствии таких указаний виды проверок и объем выборки должны приниматься в соответствии с настоящим стандартом.
2.2.2. Соединения подвергают контролю с целью установления их соответствия требованиям стандартов, технических условий, чертежей и технологических инструкций в части материала, размеров, комплектности и качества подготовки поверхностей.
2.2.3. Качество защитного металлического покрытия проверяют визуально.
Соединения считают выдержавшими испытания, если щуп толщиной 0,03 мм не входит в паз сопряжения токоведущих деталей далее зоны, ограниченной периметром шайбы или гайки. При наличии шайб разного диаметра зону определяют диаметром меньшей шайбы. Для сжимных соединений суммарная длина участков нахождения щупа толщиной 0,03 мм в стык между сопрягаемыми плоскостями проводников не должна превышать 25 % периметра нахлеста.
(Измененная редакция, и зм. №1).
2.2.5. У неразборных соединений, выполненных опрессовкой, контролируют геометрические размеры опрессованной части.
2.3.2. Методы испытаний соединений - по ГОСТ 20.57.406-81 или ГОСТ 16962.1-89.
(Измененная редакция, и зм. №1).
(Добавлено, и зм. №1).
ПРИЛОЖЕНИЕ 1
МЕТОДИКА ИСПЫТАНИЯ КОНТАКТ-ДЕТАЛЕЙ ДЛЯ ПРОГНОЗИРОВАНИЯ НАРАБОТКИ НА ОТКАЗ СОЕДИНЕНИЯ
1. Аппаратура и материалы
1.1. Измерения производят на установке, смонтированной на базе прибора ПМТ-3 или ПМТ-5, в котором алмазная пирамидка заменена золотым электродом в виде иглы (чертеж). Допускается применение позолоченной иглы с толщиной покрытия не менее 3 мкм, например, золоченых контактов разъемов типа 2 PMAI . В держателе 1 крепят винтом 2 золотую иглу 3 с радиусом закругления вершины 0,5 мм. Образец 4 устанавливают в оправке 5, закрепленной на столике 6 прибора ПМТ и изолированной от него прокладкой 7. Оправка снабжена нагревателем 8. Температуру образца измеряют термопарой с помощью прибора, имеющего класс точности не менее 1,5. Нормальную нагрузку задают гирями и прикладывают посредством нагружающего устройства прибора ПМТ. Допускается применение другого нагружающего устройства, обеспечивающего строго вертикальное перемещение иглы 3 и погрешность в величине приложенной нормальной нагрузки не более 0,005 Н. Установка должна быть виброизолирована.

1.2. Испытываемый образец изготавливают из материала контакт-детали: по той же технологии, что и реальную деталь. Рабочая поверхность образца должна иметь шероховатость Ra £ 16 мкм по ГОСТ 2789-73.
1.3. Для промывки образцов перед испытаниями используют бензин по ГОСТ 443-76 и ацетон по ГОСТ 2603-79.
2. Проведение испытаний
2.1. Образец и золотую иглу промывают жидкостями, указанными в п. , и протирают чистой хлопчатобумажной тканью.
2.2. Устанавливают образец в оправке на столике прибора ПМГ.
2.3. На золотую иглу прикладывают нагрузку 0,05 Н.
2.4. Нагревают контакт до температуры, соответствующей допустимому значению по ГОСТ 10434-82.
2.5. Периодически измеряют электрическое сопротивление контакта золотая игла-образец (см. п. ).
2.6. Измеряют время, за которое контактное сопротивление возрастает до значения, допустимого ГОСТ 10434-82 . Указанное время является временем безотказной работы одноточечного контакта.
ПРИЛОЖЕНИЕ 2
МЕТОДИКА ИСПЫТАНИЙ КОНТАКТНЫХ СОЕДИНЕНИЙ ДЛЯ ПРОГНОЗИРОВАНИЯ СРЕДНЕГО СРОКА СЛУЖБЫ
1. Испытания проводят на выборке контактных соединений каждого типа в режиме циклического нагревания в соответствии с п. .
2. Через каждые 100 циклов устанавливают перерывы, в процессе которых осуществляют дополнительный нагрев контактных соединений номинальным током до установившейся температуры в соответствии с п. , которую измеряют и регистрируют.
3. Испытания продолжают до достижения контактными соединениями допустимой температуры по ГОСТ 10434-82. По полученным экспериментальным данным после окончания ускоренных испытаний строят зависимости среднего значения температуры от числа циклов. Затем осуществляют переход от результатов ускоренных испытаний к ожидаемым результатам в условиях эксплуатации. Для этого масштабируют число циклов во времени (рекомендуемый масштаб: 1 цикл эквивалентен 10-15 ч нагрева контактных соединений номинальным током).
4. По зависимости температуры от времени, полученной для данного типа контактного соединения, определяют средний срок его службы, т.е. находят точку «а» по допустимой температуре нагрева, как показано на чертеже.

(Добавлено, и зм. №1).









- Как сделать машину из бумаги своими руками
- «Made in Korea»: стиральные машины LG Лучшая стиральная машинка в линейке lg
- Правила пользования мультиваркой Как первый раз включить мультиварку
- Выравнивание фундамента по горизонту Выравнивающая стяжка фундамента
- Технология гидроизоляции бассейнов Чем покрыть бетонный бассейн изнутри на улице
- Отзывы об использовании керамзита как утеплителя пола Утепление пола керамзитом плюсы и минусы
- Декоративная капуста: выращивание и уход
- Как высчитать объем в м3 Объем 3 куба
- Использование энергии магнитного тока Из детского игрушечного вентилятора на батарейках
- Полезные электронные самоделки
- Электрические поделки своими руками схемы
- Электроактиватор воды мелеста для получения живой и мёртвой воды
- Ветродвигатели и ветроустановки
- Астильба: сорта и виды, фото с названиями, выращивание, посадка и уход Названия астильбы невысокие белого цвета махровые
- Применение эм препаратов
- Мох в подножии комнатных растений
- Горох посевной характеристика
- Болезни у рассады перцев Желтые пятна на рассаде перцев
- Разница между переменным и постоянным током Ас постоянный
- Афродизиак своими руками для женщин и мужчин: как сделать в домашних условиях Представляем усиленные комбинации афродизиаков